ITES China Shenzhen International Industrial Manufacturing Technology and Equipment Exhibition
- 2026
- 2025
- 2024
- All
- Mainland China
- Taiwan China
- Hong Kong China
- Germany
- Japan
- United States
- South Korea
- Italy
- Switzerland
- Sweden

Diamond dressing roller
Diamond roller (also known as diamond dressing roller, roller dresser) is a grinding wheel dressing tool for form grinding, mainly used in automotive, aerospace, bearings, gears and other precision parts processing fields. The profile of the ceramic or CBN grinding wheel is calibrated by a dressing device installed on a grinding machine, and the precision is copied to the surface of a workpiece, so that the method is suitable for mass automatic production.

Diamond bearing end face support
Diamond bearing end support is a kind of wear-resistant support component made of synthetic diamond material, which is mainly used in bearing mechanical system to provide high-precision support and reduce friction damage.

Diamond reamer
Diamond reamer is a kind of superhard cutting tool made of polycrystalline diamond (PCD) or electroplated diamond abrasive, which is specially used for micron high-precision inner hole processing (such as hydraulic valve body, engine cylinder head). Its core advantages are strong wear resistance, processing accuracy within 1 micron of cylindricity and roughness below Ra0.1.

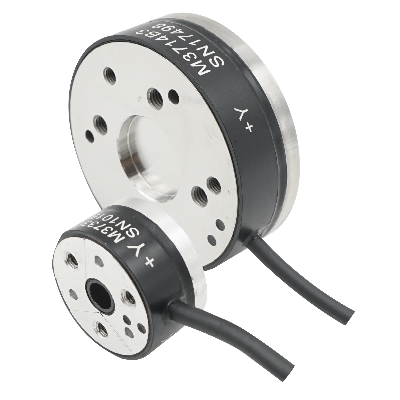
Torque Load Cells
Torque sensors are used to measure the output torque of the motor/reducer. SRI torque sensor series features in high precision, thin thickness, light weight, high rigidity and strong bending resistance. Applications include medical surgical robots, exoskeleton, collaborative robot, etc.

iGrinder®
iGrinder® is suitable for grinding, polishing, deburring and other applications, and has a wide range of applications in foundry, hardware processing, and non-etallic surface treatment.iGrinder® has two grinding methodologies: axial floating force control and radial floating force control.iGrinder® has fast response speed, high force control accuracy, convenient use and high grinding efficiency.Compared with the traditionalrobot force control methods, robot engineers do not need to process force sensorsignals and develop control procedures. Grinding work can quickly start after installing the iGrinder®,
6 Axis Force/Torque Load Cells
6 axis force/torque sensor is also called 6 axis F/T sensor or 6 axis load cell, which measures forces and torques in 3D space (Fx, Fy, Fz, Mx, My and Mz). The multi-axis force sensors are used in many fields including automotive and robotics.

GEN3 Multidimensional Tactile Sensor

Multidimensional Tactile Dexterous Hand DexH13
The multidimensional tactile dexterous hand DexH13 is the world's first dual-modal robotic end-effector integrating "multi-dimensional tactile sensing + Al vision". It integrates 1140 ITPU mhulti-dimensional tactile sensing units in a single hand,with up to 15 dimensions of human-like perceptions. It can achieve multi-dimensional force array sensing and real-time analysis of 15 physica properties, including material, temperature, texture, etc. The DexH13 irnnovatively adopts a four-finger, 16-DOF (13 active + 3 passive) bionic structure design,and the thumb has an independent four activeDOF. By eliminating the redundant little finger, more than 90% of the core hand movements can still be completed. Additionally,the hand is equipped with an 8MP RGB HD eye-in-hand camera. Paired with flexible and compliant motion control and high-precision force control, it can precisely perform complex actions such as grasping, gripping, pinching, pressing,and opening/closing fingers.It expeerforms challenging tasks like fragile object manipulation and precision assembly, bringing unprecedented convenience anefficiency improvements to various fields, including industrial manufacturing, logistics and warehousing, medical and heaIthcare, and education and research.

Multidimensional Tactile Humanoid Robot TORA-ONE
TORA-ONE is the first humanoid robot with multi-dimensional tactile sensing in Embodied Al industry. It has 53 degrees of freedom (DoF), and equipped with a multi-DoF dexterous dual-arm and 4-finger bionic structure design hand. Both hands are integrated with 2280 ITPU multi-dimensional tactile sensing units. Empowered bythe advanced VTLA-Model (Vision-Tactile-Language-Action Multimodal Perception Model) and PX-Core (Visual-Tactile BimodalModel Control Architecture), TORA-ONE has acquired comprehensive, sensitive, and fine-grained perception and powertful interaction skills, which enable it to rapidly learn autonomously and adapt to different environments, while performing compliant and flexible interactive collaboration in various scenarios Additionally, TORA-ONE features a foldable design in its waist struecture,enabling it to adjust its height range from 1.46 m to 1.86 m to accommodate various working height requirements. This provides broad application across multiple scenarios such as industrial manufacturing, healthcare and wellness, and warehouse logistics.

Electronic drain valve
This product is a water treatment equipment used in the air compressor industry, which can make the water produced by the cold dryer and filter discharge from the air system regularly.

Automatic drain valve
This product is a water treatment equipment used in the air compressor industry, which can automatically discharge the condensed water produced by the filter from the air system.

Pre-filter
This product is a sewage treatment equipment used in the air compressor industry, which can filter the sewage impurities produced by the cold dryer and the air storage tank to obtain clean condensate water.


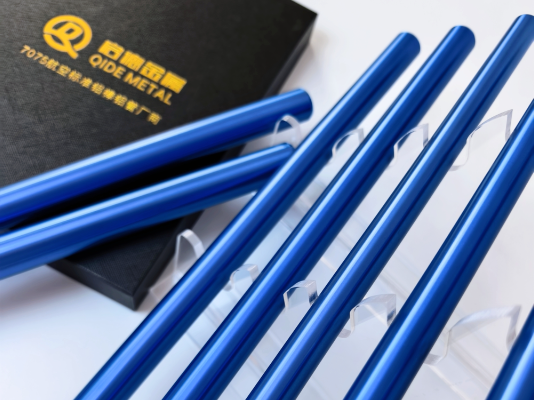
7075-O Temper Ground Aluminum Rod
Diameter Tolerance: ±0.01 mm Hardness: HRB ≤ 15 Tensile Strength: ≤ 228 MPa Yield Strength: ≤ 103 MPa Elongation: ≥ 16% Characteristics Low tensile and yield strength, high elongation, easy to deform and process, stable performance, excellent oxidation effect with batch-to-batch consistency, low internal stress after post-processing, and customizable special profiles. Applications Suitable as billet material for cold forging and warm forging of aerospace components and high-strength parts.
7075-O Temper Precision Drawn Aluminum Rod
Diameter Tolerance: ±0.05 mm Hardness: HRB ≤ 15 Tensile Strength: ≤ 228 MPa Yield Strength: ≤ 103 MPa Elongation: ≥ 16% Characteristics Low tensile and yield strength, high elongation, easy to deform and process, stable performance, excellent oxidation effect with consistent quality across batches, low internal stress after post-processing, and customizable special profiles. Applications Suitable as billet material for cold forging and warm forging of aerospace components and high-strength parts.
7075-T6 Temper Ground Seamless Aluminum Tube
Outer Diameter Tolerance: < 1 μm Inner Diameter Tolerance: ±0.05 mm (Smooth Inner Wall) Hardness: HRB 88 ± 2 Tensile Strength: > 590 MPa Yield Strength: > 570 MPa Elongation: ≥ 10% Characteristics Stable performance, excellent and consistent oxidation effect, easy to turn, and customizable special profiles are available. Applications Suitable for fields requiring high strength, lightweight, corrosion resistance and high-grade oxidation performance.

Industrial waterproof connector
Resda brand industrial waterproof connector: plug resistant, waterproof, oil resistant, corrosion resistant, UV resistant, vibration resistant, bending resistant, suitable for industrial automation, sensing, electronic equipment, communications, medical electronics, marine electronics, new energy, security and other fields

Aviation plug and socket
Resda brand industrial waterproof connector: plug resistant, waterproof, oil resistant, corrosion resistant, UV resistant, vibration resistant, bending resistant, suitable for industrial automation, sensing, electronic equipment, communications, medical electronics, marine electronics, new energy, security and other fields

M8 industrial connector
Resda brand industrial waterproof connector: plug resistant, waterproof, oil resistant, corrosion resistant, UV resistant, vibration resistant, bending resistant, suitable for industrial automation, sensing, electronic equipment, communications, medical electronics, marine electronics, new energy, security and other fields
